







冷拔鋼材銷售_冷拔鋼材_東盛工貿
青州市東盛工貿有限公司
經營模式:生產加工
地址:青州市309國道大尹路口南1公里
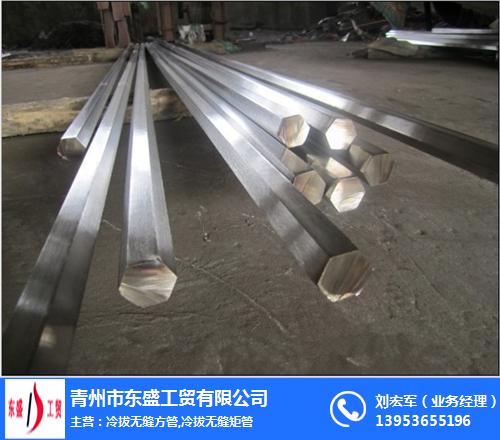
主營:冷拔無縫方管,冷拔無縫矩管,拖拉機前橋馬蹄管,冷拔拖拉機前橋
業務熱線:0536-3501758
產品詳情 聯系方式
產品品牌:東盛工貿
供貨總量:不限
價格說明:議定
包裝說明:不限
物流說明:貨運及物流
交貨說明:按訂單
有效期至:長期有效

管坯加熱
加熱要均勻,禁止急速升降溫度。每次升降溫要保持平穩緩慢,大升降溫度不超過30℃。
定心輥
確定冷拔六角鋼定心輥安裝是否到位,調整相關抱芯輥的中心、打開角度及各動作的開口大小一致,抱芯輥中心要在軋制線上。
軋制中心線
確保穿孔機軋制中心線與穿孔小車中心線一致,避免“上軋制”或“下軋制”,使管坯在穿孔時保持受力均勻。

淬火工藝方案試驗
GCrl5軸承鋼屬于高碳合金鋼,淬火冷卻一般多采用油冷。但GCrl5D的油淬臨界直徑只有φ25mm,且淬火后硬度僅有HRC38-40。這個硬度值不能作為冷拔機模具使用。為此,選擇了兩種熱處理工藝對GCrl5冷拔機模具進行處理、比較,以便選輝佳的熱處理工藝。
(1)第一種冷拔六角鋼試驗方案:水淬。簡要工藝路線為球化退火-粗車-精車-檢驗尺寸-淬火-回火-檢驗硬度-磨削。工件為φ350×φ114×100外模和φ100×120模芯球化退火工藝:800℃×23h,隨爐冷卻到650℃以下出爐
輕工業和建造業是鋼鐵兩大上游事業,受制于冷拔六角鋼實業經濟低速增加,往年以來體現沒有敢奉承,剛剛宣布的4月制造業PMI再度轉弱,為2006年同期以來差。據了解到,進入5月份后,全體用鋼事業仍在于保守淡季,但全體財物如家具將開端步入消費旺季,同聲房地產后行目標欠現實,微觀制度面冷拔六角鋼一直沒有任何嚴重利好涌現,估計無效需要難寄奢望。

劉宏軍先生
手機:13953655196
